

監(jiān)測和控制整個生產過程中的紙張色彩
從實驗室測量到紙漿、濕紙幅和上卷前,保持整個生產過程的紙張色彩和亮度一致。
如何監(jiān)測和控制整個生產過程中的紙張色彩
為了確保色彩質量和一致性,許多造紙廠商將色樣帶到實驗室進行測量,然而當發(fā)現色彩問題時,大部分紙卷都已浪費。為了保持色彩和亮度一致,造紙廠商在快速運轉的造紙機上持續(xù)監(jiān)測色彩。
紙張生產的挑戰(zhàn)
許多生產變量都會導致色彩在生產過程中發(fā)生偏差。若不對這些變量進行監(jiān)測,色差將很快導致染色過程中的整個紙卷浪費。
- 原材料、再生紙、不透明度、厚度、添加劑和染料濃度等變量都會影響終色彩
- 手動切換卷軸上的色彩既浪費時間又浪費材料
- 染料、顏料和熒光增白劑(OBA)都價格昂貴,因此快速獲得準確色彩至關重要

紙張色彩測量解決方案
愛色麗在線紙張色彩測量與控制系統(tǒng)包括:一臺非接觸式分光測色儀,一個用于將設備定位在紙卷上方的定制機架,以及用于監(jiān)測整個生產過程中的色彩的質量控制軟件。該系統(tǒng)可用作早期警告系統(tǒng),向操作人員發(fā)出紙種變化警示,并可通過自動調整染料泵,將色彩恢復至公差范圍內。該系統(tǒng)還有自動啟動和更改紙種功能,從而盡可能減少人工干預。愛色麗在線系統(tǒng)可貫穿從實驗室測量到紙漿、濕紙幅和上卷前測量的整個生產過程,保持色彩和亮度一致。對于裝飾紙,它可以測量干燥前的濕紙,并實現與成品的高相關度。另外,它還可使用兩臺儀器同時監(jiān)測與控制紙張的兩面。
在線紙張色彩測量的優(yōu)勢
通過在線監(jiān)測整個生產過程中的色彩,可以為操作人員提供實時色彩信息,以便及時調整色彩,避免出現常見的操作錯誤以及代價高昂的生產線誤差和返工。
- 實現更加穩(wěn)定和一致的色彩
- 減少多達50%的材料、時間和能源浪費
- 使用更少的OBA獲得特定的色彩和準確的白度
- 每次自動啟動減少多達45分鐘的人工干預
在線色彩測量解決方案的工作原理
定制機架根據造紙機量身打造。它可將在線顏色測量儀固定在紙卷上方進行測量,并在斷紙期間移走儀器,然后降低操作臂以便送紙,并在準備繼續(xù)生產時返回原位。
測量通常在上卷前設置,但該系統(tǒng)也可作為早期警告系統(tǒng)在紙漿到達機器前監(jiān)測紙漿的色彩。在線顏色測量儀與運行質量控制或全閉環(huán)色彩控制軟件的電腦相連。軟件使用儀器捕獲的色彩數據來計算染料、熒光增白劑和著色劑添加劑,并通過自動調整染料泵來實現目標色彩組合。
若要更改紙種,操作人員可從數據庫選擇色彩,然后系統(tǒng)將自動調整染料泵并開始生產。QC軟件還可報告八種色彩趨勢圖,包括L*a*b*色彩空間、Delta E、白度和不透明度趨勢,以便操作人員了解色彩偏差并在現場實施工藝改進。

特色在線色彩測量產品:
通過支路系統(tǒng)直接測量濃紙漿批次(濃度3%到5%)的白度和亮度變化。

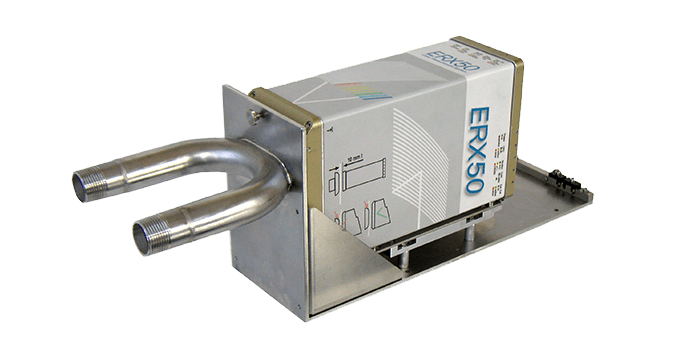
采用標準45°:0°光學結構且光譜分辨率達1 nm的非接觸式在線分光光度儀,可保持嚴格的色彩公差,并配有溫度和灰塵檢測傳感器,可警示可能影響終色彩的問題。

作為定制軟件解決方案,可與在線分光光度儀集成,評估OBA、控制色彩質量、評估趨勢并發(fā)送相關指令糾正當前已有或即將出現的問題。ESWin連接后可使用OPC與過程控制或ERP系統(tǒng)進行雙向通信。
當與ERX50等愛色麗在線色彩測量儀器配套使用時,ESWin閉環(huán)色彩控制軟件可以在造紙機等機器上管理連續(xù)生產線上的色彩質量、顯示結果以及運行自動在線閉環(huán)色彩控制。
實現成功色彩
愛色麗在線解決方案可幫助造紙廠商實時監(jiān)測整個生產過程中的色彩,保持從實驗室測量到紙漿、濕紙幅和上卷前的色彩和亮度一致。
